工場一覧
「技術のフジタ」としてお客様からの支持と信頼を賜っている当社は、工場に応じて生産ラインをそれぞれ役割分担。産地から届いた米を貯蔵し、精米からパッキング、製品として出荷するまで一貫してコントロールする、緻密な品質管理が自慢です。精米にかける情熱と、創意工夫を活かし、独自製品の開発を根底で支えるファクトリーパワーは、フジタ精米人の宝です。
第1工場

原材料米倉庫および選別工場
第1工場には粒選別機、比重選別機などを自動化した選別ラインを完備。
産地から選りすぐって仕入れた原材料米は、まず第1工場に集積し、容積重・用途・玄/白米別に選別して第2工場に送ります。
設備
-

選別ライン全景
第2工場

原材料米の精米および米穀粉の製造工場
各お得意様ごとに異なるニーズにお応えするため、独自に改良した精米機を備えた第2工場で原材料米を精米加工します。
特に醸造用精米機は、質・量共に充実しています。また米穀粉の製造ラインも備え、目的に合った粉砕加工をしています。
設備
製造工程
第3工場

製品低温倉庫
真夏でも一定の温度(14~15℃)と湿度を保持している第3工場は、精米済みの米の鮮度を守り、最適の状態でキープするために設けています。
第4工場

主食米の精米および原料倉庫
主食米専用の精米システムと原材料倉庫を備えています。ユニット型の立体自動倉庫やオートパッカーなどを設置し、衛生的に自動化した工場内では、不良米を徹底的に選別・排除。無洗米や宅配注文などの自動化ラインも稼働しています。
時代とともに主食米のニーズは変化しており、そのニーズに応えるために常に最新設備が導入されています。
設備
製造工程
青野ケ原倉庫
省エネタイプの次世代低温倉庫
青野ケ原倉庫は、環境に配慮し、消費電力を1/2に抑えた(自社調べ)省エネタイプの低温倉庫です。倉庫内では、産地直送の玄米を一定温度(15℃)で、鮮度そのままの状態で保管しています。 従来から稼働している第3工場内の低温倉庫と合わせると、当社の低温での保管能力は合計6000t規模にまで達しています。
品質管理システム
食の安全性・信頼性が問われる以前から、当社では徹底した検査を行ってきました。微妙な不良も見逃さない熟練した技術者の眼と、最新鋭の検査機器による二重三重のチェックをクリアした、最高品質の米しかお客様に出しません。それがフジタ精米人の自信です。
設備
HACCP
精米HACCPとは、食品の安全確保の国際標準であるHACCP(Hazard Analysis and Critical Control Point)手法に基づき、精米工場において、精米の安全を確保し、品質管理、衛生管理、汚染防御管理を行う総合工程管理の取り組みです。
総合工程管理の取り組み
フジタ精米人は2002年に他社に先駆けてISO9001(2000年版)を取得し、品質管理を徹底してきました。
その長年培ってきた経験をいかし、2018年9月に北播磨地区で初(兵庫県内で5番目)となる精米HACCPの認証を取得致しました。
| 会社名 | 株式会社フジタ精米人 |
|---|---|
| 工場名 | 第4工場・第6工場 |
| HACCP認定日 | 2018年9月5日 |
| 認定No. | H38005 |
具体的な取り組み

①主食米向上のメインエリアを準清潔区域として、屋外・玄米ラインを汚染区域としてエリア分けすることによって、汚染区域の汚染を準清潔区域に持ち込ませないように出来るので準清潔区域の衛生度が向上しています。
②仕入れから商品出荷までの工程で発生する危害を予測、分析します。
各工程で異物除去等の対策をし、必要があれば記録をつけます。
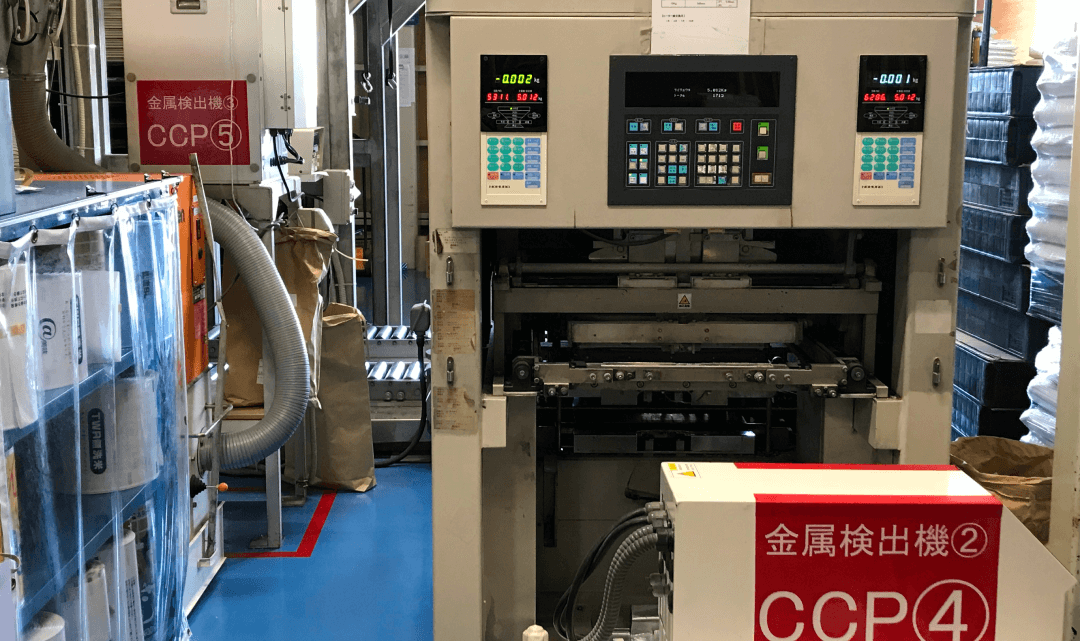
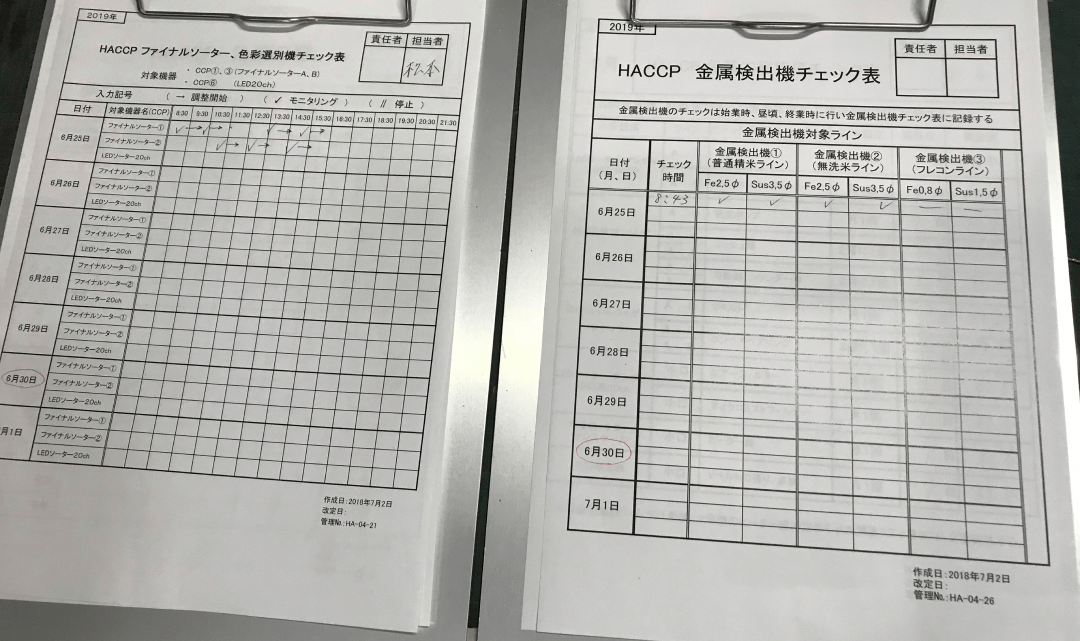
③製造工程の最終にあたる工程にCCP(注意深く管理する工程)を設定することによって製品に異物が入るのを防ぎます。
CCPは最も重要な工程となるため日々のモニタリングや、機械の点検、記録に至るまで厳しく管理されています。
資格取得後の変化
精米HACCP取得後は工場内をエリア分けすることにより、取得前と比べて工場内の衛生度が格段に向上しています。そして、危害要因の分析と最も重要な工程を徹底的に管理することで製品内に異物が入る可能性を極限まで抑えることが可能になりました。また何よりも、HACCPチームを主軸に、全社員を挙げて精米HACCP取得を目指したことにより、全社員が従来よりも6S(整理・整頓・清掃・清潔・躾・信念をもって継続する)に対する意識が変わっていったことが非常に大きいと思います。
-

工場内清掃の様子
-

工場内清掃の様子
-

全社員を巻き込んだ取り組みは神戸新聞北播磨版にも掲載いただきました。